|
Mijn software ervaringen met mijn CNC freesmachine.
Na veel speurwerk op het web (veel forums na gelezen),
kom ik tot de conclusie dat het graveren met een CNC machine in zegmaar 4 stukken in te delen valt.
Je hebt altijd met deze 4 processen te maken. Of je nu iets kleins of groots wilt graveren.
De 4 hoofd processen zijn:
- Het ontwerpen van je idee, CAD.
- Het omzetten van het idee naar Tool-Paths en G-code, CAM.
- Het testen en controleren van deze code.
- De code laten uitvoeren door een CNC programma. Deze stuurt de hardware aan.
CAD ==> CAM ==> CNC.
Er zijn verschillende programmas voor ieder proces beschikbaar.
Er zijn ook programmas die meerdere processen kunnen uitvoeren.
Waarbij er 1 proces het hoofdproces is en de andere processen minder opties
cq mogelijkheden bieden dan als je voor iedere proces een eigen programma gebruikt.
Ik ga hier zoveel mogelijk gratis of goedkope programmas gebruiken.
Soms ontkom je er niet aan, om toch om kwaliteit te kunnen waarborgen,
een wat duurder programma te kopen.
Ik heb een schemaatje gemaakt.
|
| Programma |
CAD, ontwerpen |
CAM |
check |
CNC |
| Coreldraw |
Uitvoer in DXF |
ACE conversie |
CNCsimulator |
Mach2 |
| Coreldraw |
Uitvoer in PLT |
Mach2 |
CNCsimulator |
Mach2 |
| Coreldraw |
Uitvoer in DXF |
Mach2 |
Mach2 |
Mach2 |
| AutoCad |
Uitvoer in DXF |
ACE conversie |
CNCsimulator |
Mach2 |
| Rhino3D |
Uitvoer in DXF |
ACE conversie |
CNCsimulator |
Mach2 |
| Mach2 |
Handmatige G-codes |
Mach2 |
Mach2 |
Mach2 |
|
Je kan dus alle kanten op. Ik ga eerst eens iets simpels maken in Coreldraw en dat uitwerken naar G-code.
Zie voor de uitwerking hieronder:
|
 1)
1)
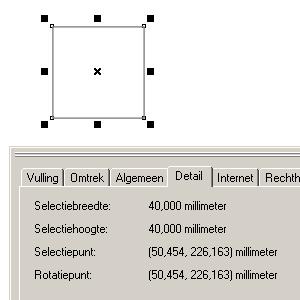
Uitgangpunt is een vierkantje getekend met het Rechthoekgereedschap F6 vanuit de
werkbalk 40x40 millimeter en gesaved als vierkant1.dxf (Autocad) bestand.
|
|
 2)
2)
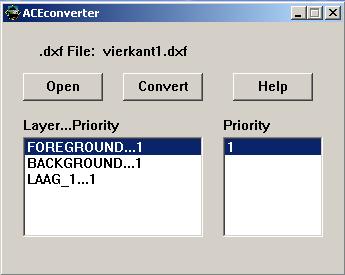
Deze geconverteerd met Ace naar G-code.
|
|
 3)
3)
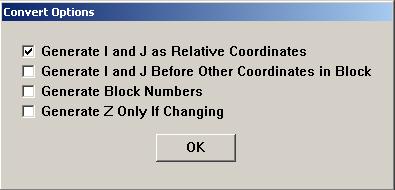
De volgende parameters zijn aan gevinkt en het bestand is gesaved als vierkant1.nc.
nc extensie omdat het dan makkelijker is om in CNCsimulator in te lezen.
|
|
De G-code ziet er dan als volgt uit:
- G00 Z0.1000
- G00 X-1.4762 Y2.6167
- G01 Z0.0000
- G01 X-1.4762 Y4.1915 Z0.0000
- G01 X-3.0510 Y4.1915 Z0.0000
- G01 X-3.0510 Y2.6167 Z0.0000
- G01 X-1.4762 Y2.6167 Z0.0000
- G00 Z0.1000
De betekenis is als volgt:
Algemeen:
G0 is voor een snelle beweging met de frees omhoog.
Iedere keer als de frees tussen 2 objecten bewogen moet worden,
moet er een G0 in de CNC file staan voor de G-code die de Z-as naar
een positieve positie boven het materiaal brengt.
Het G0 commando zorgt ervoor dat alle G-code opdrachten die volgen
tot het eerst volgende G1 commando, snel zijn. Achter het G0 commando kunnen de X,Y,Z en F waarden komen.
We noemen dit de beweegsnelheid.
G1 is voor de beweging met de frees naar beneden.
Met de snelheid die met het F commando is gedefinieerd tot er een G0 commando komt.
Achter het G1 commando kunnen de X,Y,Z en F waarden komen.
F[#] (feedrate)
Het F commando stelt de feed rate in.
Dit is de snelheid die gebruikt wordt met de frees naar beneden (in het materiaal) We noemen dit freessnelheid.
F150 betekent 150 units per minuut.
|
| 1 |
G00 Z0.1000 |
Schakel naar beweegsnelheid. Frees naar positie 1 van de Z-as.
Boven het materiaal als we er vanuit gaan dat de frees op het materiaal stond op positie 0,0,0. |
| 2 |
G00 X-1.4762 Y2.6167 |
Ga naar positie -1.4762, 2.6167 van waar je stond. |
| 3 |
G01 Z0.0000 |
Schakel naar freessnelheid en zet de Z-as weer op het materiaal. |
| 4 |
G01 X-1.4762 Y4.1915 Z0.0000 |
Verplaats je door het materiaal naar -1.4762, 4.1915 |
| 5 |
G01 X-3.0510 Y4.1915 Z0.0000 |
Verplaats je door het materiaal naar -3.0510, 4.1915 |
| 6 |
G01 X-3.0510 Y2.6167 Z0.0000 |
Verplaats je door het materiaal naar -3.0510, 2.6167 |
| 7 |
G01 X-1.4762 Y2.6167 Z0.0000 |
Verplaats je door het materiaal naar -1.4762, 2.6167 |
| 8 |
G00 Z0.1000 |
Stel je in op beweegsnelheid en de frees gaat omhoog. |
|
|
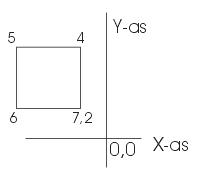
De volgende tekening heb ik erbij gemaakt met de regelnummers als referentie punt.
2 dingen concludeer ik hier uit:
De 40mm lengte en breedte zie ik nergens terug komen en waarom er negatief in het assen stelsel wordt begonnen,
begrijp ik ook niet.
Andere opties aanvinken in Ace hebben hetzelfde resultaat!
|
|
Dezelfde tekening maar dan geëxporteerd vanuit Coreldraw als DXF file geeft het zelfde resultaat.
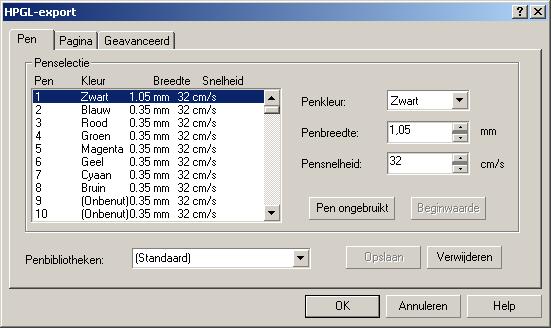
Deze tekening nu als HPGL plotter file gesaved met een pendikte van 1 millimeter.
Dit geeft de volgen G-code nadat het bestand door Mach2 is geconverteerd van .plt naar G-code.
- M6T1
- G0 Z5.0000
- G0 X-3.0551 Y2.6457
- G1 Z-1.0000 F100.0000
- F32.0000
- G1 X-1.4803 Y2.6457
- G1 X-1.4803 Y4.2195
- G1 X-3.0551 Y4.2195
- G1 X-3.0551 Y2.6457
- M30
Buiten de M-codes om gebeurt er eigenlijk het zelfde.
Wat je hier ziet is dat de frees wel het materiaal in gaat Z-1.0000 daar waarbij in het vorige voorbeeld de frees op het materiaal bleef staan Z0.0000.
De F32.0000 komt van de instelling vanuit Coreldrow.
Daar heb ik bij het saven van de plt file aangegeven dat de pen 1 millimeter dik is en met een snelheid van 32 cm per sec.
|
|
WORDT vervolgd.
|







